


(来源:聚烯烃人)

前言
低烟无卤(LSZH)阻燃聚烯烃护套料的配方中添加了大量无机阻燃剂Mg(OH)2和Al(OH)3,挤出时胶料极易与机芯导流槽产生摩擦而冲温(料温陡然变高),一旦冲温超过180 ℃会引发阻燃剂分解,使护套内/外表面和切面出现气孔,拉伸强度、断裂伸长率不达标致电缆不合格,同时降低生产效率。本文以SJ120×50单螺杆挤出机挤出LSZH阻燃聚烯烃护套为例,分析该挤出冲温成因并给出解决对策。
护套挤出冲温问题原因分析
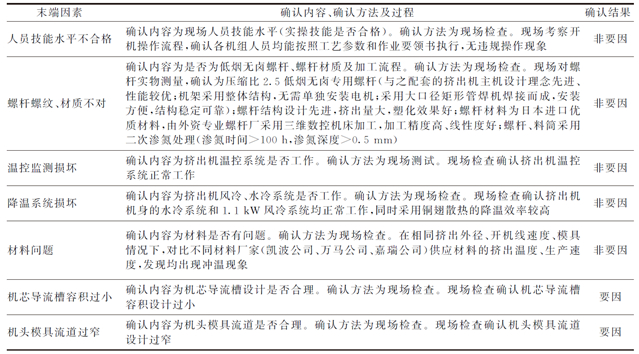
由表1可见,SJ120×50单螺杆挤出机挤出LSZH阻燃聚烯烃护套时,挤出冲温区域(机筒5区之后)冲温范围达15~34℃,成品护套内/外表面和切面均出现气孔、内壁粗糙开裂。根据LSZH阻燃聚烯烃护套料难以均匀熔融、黏度大、塑性和流动性差等挤制特性,分析得护套挤出冲温过程是胶料挤出压力过大,与机芯导流槽摩擦生热剧烈,料温骤升。对实际生产过程中的人、机、料、法、环、测多维度排查,经头脑风暴法、发散思维法、因果分析图(鱼骨分析图)得到7个末端因素并制定末端因素要因确认计划表,逐一现场分析和确认(表2),确定核心诱因:机芯导流槽容积过小、机头模具流道过窄,挤出时胶料受挤压、胶料流动阻力大,引发高压摩擦冲温。
表1 LSZH阻燃聚烯烃护套挤出时挤出设备温控数据
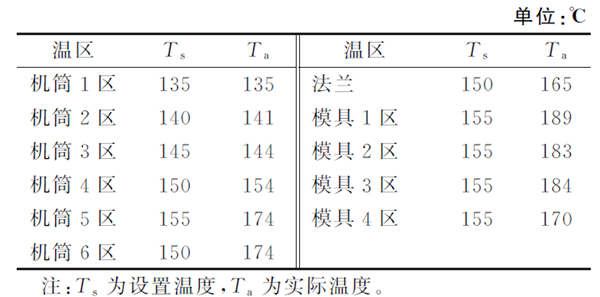
表2 LSZH阻燃聚烯烃材料挤出冲温问题末端因素要因确认过程及确认结果
护套挤出冲温问题解决措施
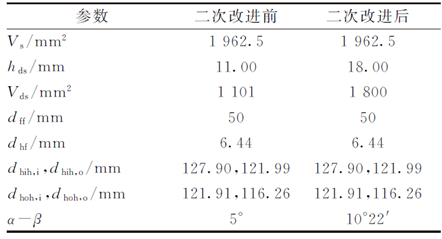
针对机芯导流槽容积小、机头模具流道窄两大要因开展两次优化。由表3、表4可见,初步改进增加机芯导流槽容积(644 mm2→1101 mm2),挤出冲温区域冲温范围为9~17 ℃(Ta,max=172 ℃),冲温问题得到一定的遏制但仍有进一步解决的空间。二次改进(表5)将机芯导流槽容积扩容至1800mm2,并把机头模具流道锥体角度由5°调整为10°22′,显著改善挤出时胶料受挤压、胶料流动阻力大的情况并降低挤出压力以及胶料与机芯导流槽之间的摩擦力,挤出冲温区域冲温范围控制在8 ℃以内(Ta,max=163 ℃,挤出冲温问题基本解决。
表3 初步拟定的护套挤出冲温问题改进方案
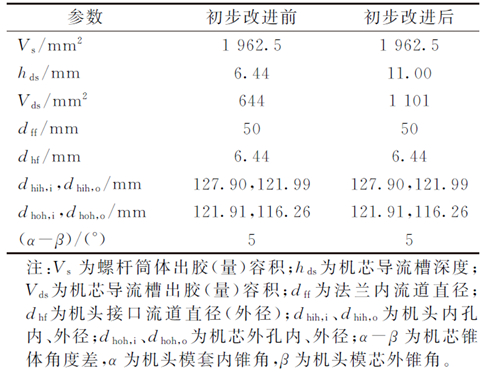
表4 初步改进方案实施后LSZH阻燃聚烯烃
护套挤出时挤出设备温控数据单位:℃
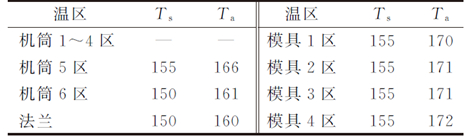
表5 二次拟订的护套挤出冲温问题改进方案
总结
经近5个月现场跟踪验证,本次LSZH阻燃聚烯烃护套挤出冲温改进方案成效突出:杜绝生产过程中材料分解,确保挤出护套的机械性能,提高生产速度40%、降低废品率20%,有效提升相关产品性价比、市场竞争力与客户认可度。




